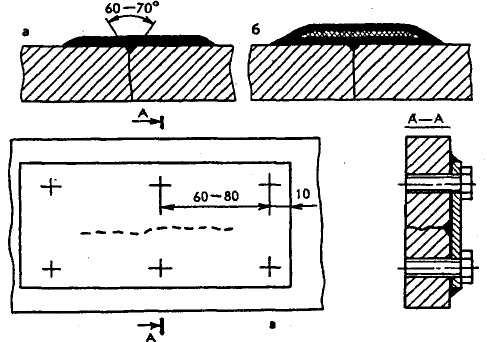
Ремонт покрышек
Для покрышек установлено два вида ремонта: местный и восстановительный, включающий...

Для покрышек установлено два вида ремонта: местный и восстановительный, включающий...

Окраска необходима для защиты поверхности от коррозии и придания эстетического...

Ремонт доильных установок Перед ремонтом оборудование промывают и дезинфицируют. Для этого...

Новые и капитально отремонтированые машины вводят в эксплуатацию в соответствии...
Валы большинства двигателей изготавливают штамповкой из стали 40 и 45...
Толкатели тракторных и автомобильных (ГАЗ и ЗИЛ) двигателей тарельчатого типа...
Коромысла клапанов штампуют из стали 45. Поверхность бойка закаляют с...
Сборка фактически начинается с установки направляющих втулок и подбора клапанов...
Пружины подлежат выбраковке при наличии трещин, неравномерности шага витков, непрямолинейности...

Пайка — процесс соединения деталей в твердом состоянии металлическим расплавом,...
В автомобилестроении и в авторемонтном производстве широко применяют электрохимические покрытия...
Известен метод порошковой металлургии, заключающийся в формовании детали из смесей...
Технологический процесс (ТП) — это установленная соответствующими технологическими документами последовательность...
Производство автомобилей является ведущей отраслью машиностроения, оказывающей существенное влияние на...
Техническая документация на ремонт автомобилей включает следующие документы: нормативные организационные ...
Нормативные документы на ремонт автомобилей ориентируют специалистов на достижение 80...
Дефект — это отдельное несоответствие продукции установленным требованиям. Повреждение — событие,...
В авторемонтном производстве слесарно-механическая обработка применяется как самостоятельный способ восстановления...
Пластичность — это свойство твердых тел изменять свою форму и...

При газопламенном напылении источником тепловой энергии является пламя от сгорания...
Общие сведения При ремонте машин полимерные материалы получили широкое применение. Они...
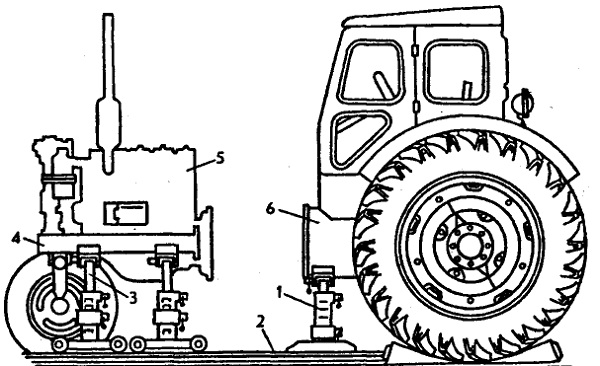
Подготовка машины к ремонту проводится в хозяйстве. Она включает удаление...
Разборка машин является важным этапом общего технологического процесса ремонта. Отсутствие...
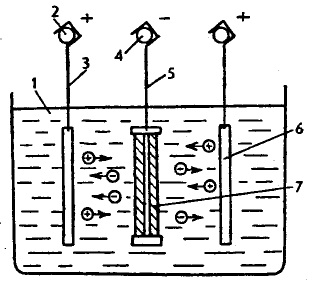
Нанесение электролитических (гальванических) покрытий основано на электролизе металлов. При прохождении...
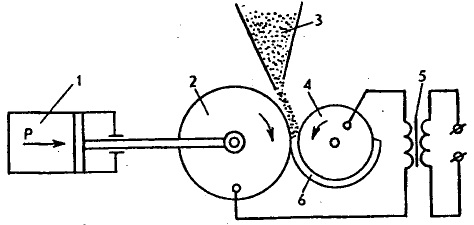
Восстановление деталей электроконтактной приваркой стальной ленты Сущность процесса восстановления заключается в...
