Двигатель ЗИЛ-130. Конструкция и уход
Двигатель ЗИЛ-130 V-образный, восьмицилиндровый, четырехтактный, карбюраторный, с жидкостным охлаждением. Поперечный и продольный разрезы двигателя и его подвеска показаны на рисунках ниже.

Рис. Подвеска двигателя ЗИЛ: 1 — защитный колпак верхних подушек передней опоры двигателя; 2 — болт передней опоры; 3 — кронштейн передней опоры; 4 — болт крепления двигателя; 5 — крышка распределительных шестерен; 6 — верхняя подушка передней опоры; 7 — нижняя подушка передней опоры: 8 — шайба; 9 — рессорная втулка подушек; 10 — поперечина рамы №1; 11 — лапа картера сцепления; 12 — болт задней опоры; 13 — болт крепления задней опоры; 14 — крышка задней опоры; 15 — кронштейн задней опоры; 16 — башмак задней опоры; 17 — подушка задней опоры; 18 — регулировочная прокладка

Рис. Поперечный разрез двигателя: 1 — масляный насос; 2 — блок цилиндров; 3 — поршень; 4 — прокладка головки блока; 5 — выпускной газопровод; 6 — крышка головки блока; 7 — коромысло; 8 — головка блока; 9 — штанга коромысла; 10 — фильтр очистки масла (полнопоточная центрифуга); 11 — карбюратор; 12 — корпус привода распределителя; 13 — впускной газопровод; 14 — распределитель зажигания; 15 — маслоуказатель; 16 — свеча; 17 — щиток свечей; 18 — толкатель; 19 — щиток стартера; 20 — стартер; 21 — масляный картер; 22 — маслоприемник

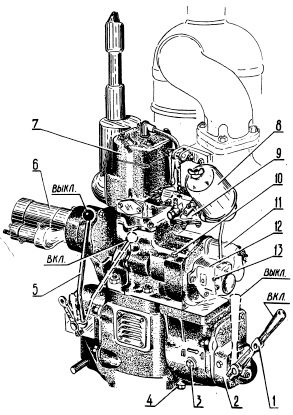
Рис. Продольный разрез двигателя ЗИЛ-130: 1 — шкив коленчатого вале; 2 — храповик; 3 — блок цилиндров; 4 — указатель установки зажигания; 5 — датчик ограничителя максимальной частоты вращения; 6 — валик привода датчика ограничителя; 7 — поджимная пружина валика; 8 — распорное кольцо; 9 — упорный фланец; 10 — передняя крышка блока; 11 — водяной насос; 12 — шкив водяного насоса; 13 — ремень привода генератора; 14 — ремень привода насоса гидроусилителя; 15 — ремень привода компрессора; 16 — пробка; 17 — масленка; 18 — рым; 19 — воздушный фильтр вентиляции картера в масляной горловине; 20 — топливный насос; 21 — штанга насоса; 22 — фильтр тонкой очистки топлива; 23 — труба вентиляции картера; 24 — фильтр очистки масла (полнопоточная центрифуга); 25 — датчик указателя температуры воды в системе охлаждения двигателя; 26 — распределительный вал; 27 — вкладыш коренного подшипника; 28 — сальник заднего коренного подшипника; 29 — сцепление; 30 — коленчатый вал; 31 — упорная шайба; 32 — шестерня распределительного вала
Периодически необходимо проверять затяжку гаек болтов передней и задней подвесок двигателя.
Момент затяжки гаек болтов 12 задней опоры должен быть равен 20—25 кгс*м, а гаек болтов 2 и 4 передней и задней 13 опоры 8—10 кгс*м.
Между кронштейном передней опоры и передней поперечиной рамы установлены круглые резиновые подушки. Задние опоры двигателя имеют клинообразные подушки.
Через 50 000 км пробега, совмещая с очередным техническим обслуживанием, надо снять регулировочные прокладки 18.
Конструкция двигателя ЗИЛ-130 и уход за ним
Блок цилиндров двигателя чугунный, со вставными мокрыми гильзами из серого чугуна с кислотоупорной вставкой в верхней части. Уплотнение верхней части гильзы осуществляется зажимом бурта гильзы между блоком и головкой блока через асбостальную прокладку, а нижней части — двумя резиновыми кольцами.
С апреля 1970 г. на двигателях для предупреждения образования трещин вокруг двух средних рядов отверстий в блоке при перетяжке болтов крепления головок в указанные отверстия введены цековки длиной 7 мм и увеличена длина болтов с 136 мм до 145 мм. В блоках, не имеющих цековок в резьбовых отверстиях, можно использовать как короткие, так и удлиненные болты. При поставке блоков с цековками в качестве запасных частей завод прилагает к блоку 10 болтов длиной 145 мм. При установке коротких болтов в блоки с цековками возможно вырывание резьбы блока из-за недостаточной длины болта.
Для устранения попадания воды из системы охлаждения двигателя внутрь резьбовых отверстий под болты двух средних рядов крепления головок к блоку, проводится промазка невысыхающей уплотнительной пастой У-20А (УН—3572—54) прокладки головки с двух сторон вокруг отверстий под указанные выше болты и резьбы десяти болтов.
Головка блока цилиндров из алюминиевого сплава со вставными седлами и направляющими клапанов. Между блоком и головками установлены прокладки из асбостального полотна. Каждая головка блока прикреплена к блоку цилиндров 17 болтами.
Следует помнить, что четыре болта крепления оси коромысел являются также и болтами крепления головки блока цилиндров и входят в указанное выше число 17.
Болты крепления головок к блоку необходимо затягивать специальным динамометрическим ключом, позволяющим контролировать момент затяжки, так как алюминиевая головка блока при нагреве увеличивается в высоту больше, чем стальные болты, крепящие ее. При прогреве двигателя затяжка головки блока увеличивается, при охлаждении — уменьшается, поэтому болты крепления головок блока должны быть затянуты на холодном двигателе; момент затяжки должен составлять 7—9 кгс*м, причем при температуре двигателя около 0° С момент затяжки болтов должен быть ближе к нижнему пределу (7 кгс*м), а при температуре плюс 20 до +25°С — ближе к верхнему пределу (9 кгс*м). Запрещается подтягивать болты крепления головки блока цилиндров при температуре двигателя ниже 0° С. В этом случае следует предварительно прогреть двигатель до температуры охлаждающей жидкости плюс (5-10)° С, а затем производить подтяжку.
Одновременно с подтяжкой болтов крепления головок блока необходимо подтягивать болты крепления выпускных газопроводов.
После подтягивания болтов крепления головок блока цилиндров необходимо проверить и, если нужно, произвести регулировку зазоров в клапанном механизме.
Для обеспечения полного прилегания плоскостей головок и блока надо соблюдать порядок затяжки болтов, указанный на рисунке ниже. Затягивать болты головки блока цилиндров надо равномерно в два приема. После затягивания всех болтов дополнительно затянуть болты 1, 2, 3, 4 и 5. При смене прокладок надо прочистить все водяные отверстия в головках блока и блока цилиндров, а также камеры сгорания от нагара.

Рис. Порядок затягивания болтов крепления блока цилиндров головки
Прокладку крышки головки цилиндров следует устанавливать рифленой поверхностью к крышке головки цилиндров.
Гайки крепления крышки головки нужно затягивать равномерно; момент затяжки 0,5—0,6 кгс*м. Поршни выполнены из алюминиевого сплава и покрыты оловом.
Окончательно поршень подбирают к гильзе, проверяя усилие, необходимое для протаскивания ленты-щупа толщиной 0,08 мм шириной 10 мм и длиной 200 мм между стенкой цилиндра и. поршнем со стороны, противоположной разрезу юбки поршня. Усилие на щупе должно быть в пределах 3,5—4,5 кгс.
Поршневые пальцы плавающие. Палец фиксируется в поршне двумя стопорными кольцами. Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру.
Обозначение группы наносят краской: на поршне — на внутренней поверхности (на одной из бобышек), на шатуне — на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности. При сборке палец, поршень и шатун комплектуют из деталей только одноименной группы. Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна производиться только при нагреве поршня до температуры 55° С. Нагревать поршни надо только в жидком и чистом масле.
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное. Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности. Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз. Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как это указано на рисунке. Маслосъемное кольцо составное из двух плоских стальных колец и двух расширителей — осевого и радиального.

Рис. Поршень с шатуном автомобиля ЗИЛ: 1 — кольцевой диск маслосъемного кольца; 2 — осевой расширитель; 3 — радиальный расширитель; 4 — нижнее и среднее компрессионные кольца; 5 — верхнее компрессионное кольцо; 6 — стопорное кольцо; 7 — поршневой палец; 8 — стрелка на днище поршня; 9 — поршень; 10 — шатун; 11 — метка на стержне шатуна; 12 — бобышка на крышке шатуна
При установке поршня в цилиндр двигателя плоские кольцевые диски 1 нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому. При этом замки осевого расширителя 2 и радиального расширителя 3 должны быть расположены под углом 120° к ним (каждый).
Для увеличения срока службы поршневые кольца в свободном состоянии имеют сложную форму, вследствие чего после установки кольца в цилиндр обеспечивается наиболее выгодное распределение давления кольца на стенку гильзы.
При установке колец на поршень их стыки (замки) следует устанавливать под углом 90° один к другому.
Шатуны стальные, двутаврового сечения. В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши.
В верхнюю головку шатуна запрессована свертная бронзовая втулка.
Вкладыши изготовлены с большой точностью и при установке не требуют шабровки, подпиливания стыков или установки прокладок. Эти операции при тонкостенных вкладышах не допускаются.

Рис. Коленчатый вал ЗИЛ: 1 — коленчатый вал: 2 — пробка; 3 — центробежная ловушка для очистки масла
При установке на двигатель поршня в сборе с шатуном стрелка на днище должна быть всегда обращена в сторону переднего конца коленчатого вала.
В комплекте поршень — шатун в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на днище поршня должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затягивать гайки болтов шатуна необходимо динамометрическим ключом; момент затяжки 7—8 кгс*м. После затяжки гайки следует тщательно зашплинтовать. Если при указанном моменте отверстие в болте и прорезь в гайке не совпали, разрешается дополнительно повернуть гайку до совпадения отверстия с ближайшей прорезью; при этом момент затяжки не должен превышать 11,5 кгс*м. Проверять и в случае необходимости подтягивать гайки болтов шатуна надо каждый раз при снятии картера.
Коленчатый вал стальной, с закаленными шейками, пятиопорный с каналами для смазки и центробежными ловушками для очистки масла.
Грязесборники следует очищать посте 100 000 км пробега, при замене шатунных и коренных вкладышей, а также при ремонте двигателя.
Диаметр коренной шейки 74,5 мм, а шатунной 65,5 мм. Вкладыши коренных подшипников сталеалюминиевые, толщиной 2,5 мм, взаимозаменяемые на каждой опоре, кроме задней.
Болты крышек коренных подшипников нужно затягивать динамометрическим ключом. Момент затяжки должен быть равен 11—13 кгс*м. Проверять и в случае необходимости затягивать болты крышек коренных подшипников надо каждый раз при снятии масляного картера. При износе шатунных или коренных вкладышей обязательна одновременная замена обеих половин вкладышей. Коленчатый вал сбалансирован динамически в сборе с маховиком и сцеплением. Момент затяжки болтов крепления маховика на фланце коленчатого вала должен быть равен 14—15 кгс*м.
Маховик чугунный, со стальным зубчатым венцом для пуска двигателя от стартера, прикреплен к фланцу заднего конца коленчатого вала шестью болтами.
При сборке маховика с коленчатым валом следует иметь в виду, что одно из отверстий крепления маховика смещено на 2°.
При креплении маховика к фланцу коленчатого вала следует равномерно затягивать гайки.
Необходимо следить за тщательностью шплинтовки болтов крепления маховика. Шплинт должен плотно облегать торец болта.
Распределительный вал стальной с закаленными кулачками и шестерней привода распределителя зажигания, приводится во вращение двумя шестернями. Распределительный вал лежит на пяти опорах, снабженных втулками из биметаллической ленты.
Для правильной взаимной установки шестерен нужно поставить шестерню коленчатого вала и шестерню распределительного вала так, чтобы метки находились на одной прямой, соединяющей центры этих шестерен.

Рис. Положение меток на шестернях при установке фаз газораспределения
Клапаны верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала при помощи штанг, толкателей и коромысел.
Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного — 45°; стержень выпускного клапана имеет сверление, заполненное натрием, а тарелка — жаростойкую наплавку посадочной фаски.
Выпускные клапаны для повышения срока их службы принудительно проворачиваются во время работы двигателя специальным механизмом. Механизм вращения выпускного клапана показан на последнем рисунке.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов). Регулировка зазоров в клапанном механизме осуществляется на холодном двигателе регулировочным винтом с контргайкой, установленным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (в.м.т.) такта сжатия. При этом отверстие на шкиве коленчатого вала должно располагаться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимального числа оборотов.
В этом положении регулируют зазор у следующих клапанов:
- впускного и выпускного 1-го цилиндра
- выпускного 2-го цилиндра
- впускного 3-го цилиндра
- выпускного 4-го цилиндра
- выпускного 5-го цилиндра
- впускного 7-го цилиндра
- впускного 8-го цилиндра
Зазоры у остальных клапанов регулируют после поворота коленчатого вала на 360° (полный оборот).
Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма — обгоранию клапанов, износу коромысел, опорных поверхностей толкателей и кулачков распределительного вала.

Рис. Выпускной клапан и механизм вращения: 1 — выпускной клапан; 2 — неподвижный корпус; 3 — шарик; 4 — упорная шайба; 5 — замочное кольцо; 6 — пружина клапана; 7 — тарелка пружины клапана; 8 — сухарь клапана; 9 — дисковая пружина механизма вращения; 10 — возвратная пружина механизма вращения; 11 — натриевое наполнение; 12 — жаропрочная наплавка рабочей фаски клапана; 13 — заглушка
При любой разборке двигателя, прошедшего более 70 000 км, необходимо, проверять состояние пружин 10 (см. рис.) и шариков механизма вращения выпускного клапана.
При обнаружении на витках пружины следов износа пружину необходимо повернуть изношенным участком вниз. При сборке механизма вращения клапана надо обратить внимание на правильность установки шариков и пружин. При правильной сборке пружины должны быть расположены позади шариков относительно выбранного направления вращения.
Толкатели клапанов стальные пустотелые. Для повышения надежности пары кулачок—толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя предусмотрены отверстия для слива масла, попадающего в толкатель.
Газопровод. Впускной газопровод из алюминиевого сплава общий для обоих рядов цилиндров, расположен между головками блока и снабжен водяной рубашкой для подогрева смеси. Момент затяжки гаек крепления впускного газопровода к головке блока цилиндров должен быть в пределах 1,5—2 кгс*м. Гайки нужно затягивать равномерно, последовательно, крест-накрест. Выпускные газопроводы чугунные, по одному с каждой стороны блока.


Добавить комментарий