Шлифовка фасок головок клапанов
Необходимый специальный инструмент и приспособления:
- шлифовальный станок;
- штангенциркуль;
- приспособление для проверки концентричности рабочей фаски головки клапана его стержню.
В случаях, когда седла и головки клапанов покрыты слоем нагара, но имеют незначительные износы, можно ограничиться чисткой и притиркой рабочих фасок клапана и седла. Если на рабочих поверхностях седел и клапанов имеется выработка, раковины, участки прогара и другие повреждения, то для полного их удаления необходимо шлифование фасок на головках и седлах клапанов.
Шлифование фасок седел клапанов необходимо также и при замене направляющих втулок клапанов для восстановления концентричности этих деталей.
Последовательность операций:
- Вставить клапан в центрирующий патрон специального шлифовального станка, прошлифовать фаску на рабочей поверхности головки клапана, слегка прижимая головку к шлифовальному камню.
При шлифовании нужно снимать минимальное количество металла с тем, чтобы только вывести черноту, раковины и прочие изъяны, имеющиеся на фаске головки. Если на головке клапана обнаруживаются трещины или она сильно покороблена, клапан выбраковывают. - Проверить высоту цилиндрического пояска головки клапана. Если ее размер после шлифовки фаски окажется меньше 0,7 мм, то клапан необходимо заменить.
- Проверить концентричность рабочей фаски головки клапана относительно его стержня.
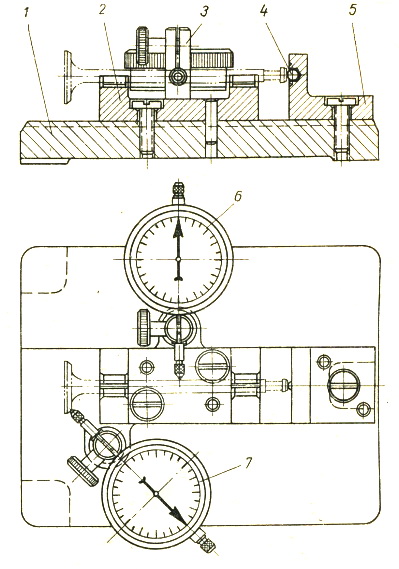
Рис. Проверка клапана на концентричность рабочей фаски головки и стержня: 1 — плита: 2 — призма; 3 держатели; 4 — шарик; 5 — стойка; 6 и 7- индикаторы
Проверку производят на приспособлении, аналогичном показанному на рисунке. Клапан укладывают па призму 2, закрепленную на плите 1 так, чтобы торец его стержня упирался в шарик 4, запрессованный в стойку 5. Два индикатора 6 и 7, закрепляемые в держателях 3, подводят наконечниками измерительных стержней к фаске головки клапана и к его стержню. Поворачивая клапан, наблюдают за показаниями стрелок индикаторов. Если биение указанных поверхностей превышает 0,025 мм, клапан выбраковывают.



