Регулировка теплового зазора в клапанах двигателя Д-240
Зазор в клапанах нужно регулировать на холодном двигателе. Для двигателя...
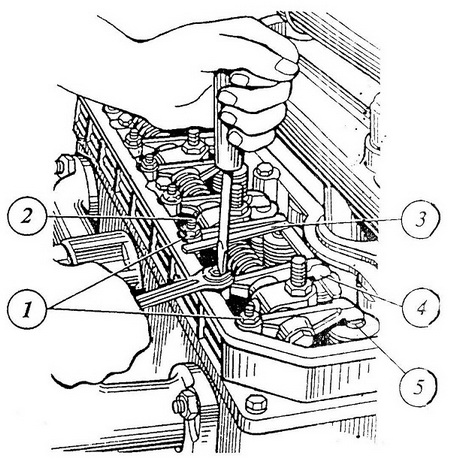
Зазор в клапанах нужно регулировать на холодном двигателе. Для двигателя...
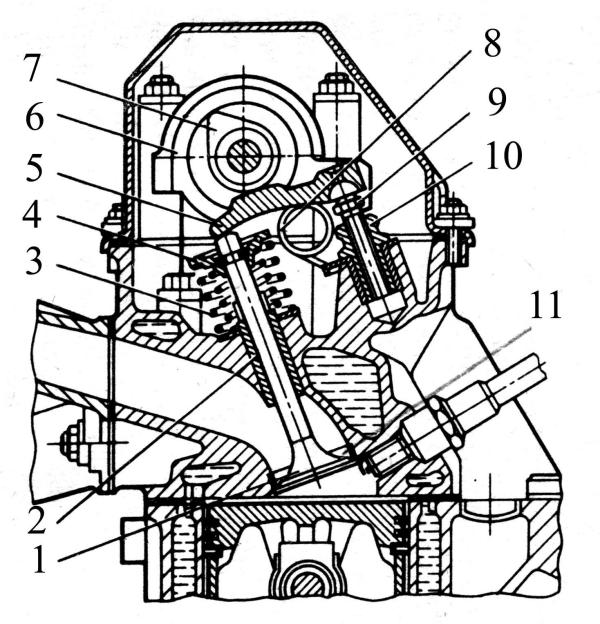
Механизм газораспределения служит для своевременного впуска в цилиндры двигателя горючей...

Клапан Vvt-i является системой смещения газораспределяющих фаз автомобильного двигателя внутреннего...

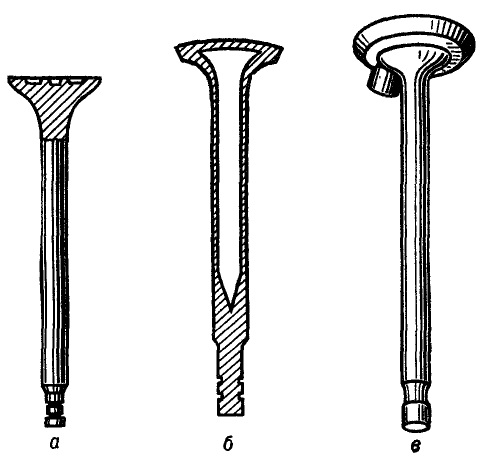
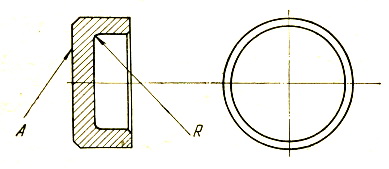
Клапаны насосов высокого давления воспринимают значительные силы от давления топлива,...
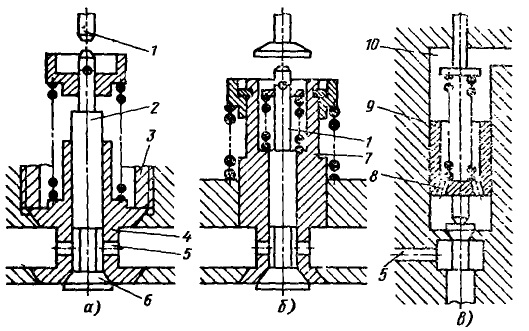
В топливных насосах высокого давления современных дизелей применяют следующие клапаны: ...
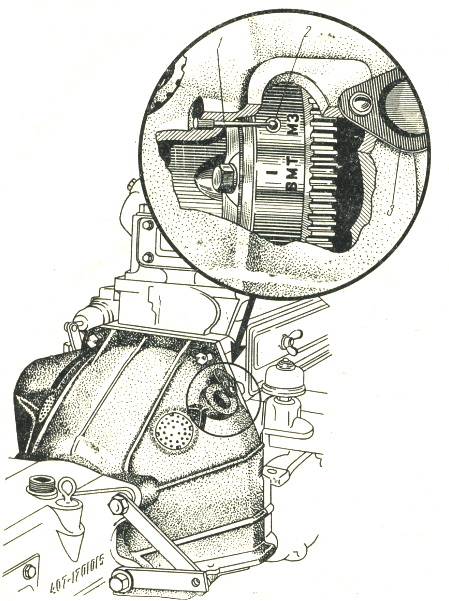
Необходимый специальный инструмент: специальный торцевой ключ 5 мм; плоский щуп. Регулировку тепловых зазоров...
Толкатели ремонтных размеров (с увеличенным наружным диаметром) используются в редких...
Вынутые при разборке двигателя толкатели клапанов должны быть промыты и...
Снятые при разборке двигателя наконечники стержней клапанов необходимо осмотреть. При...
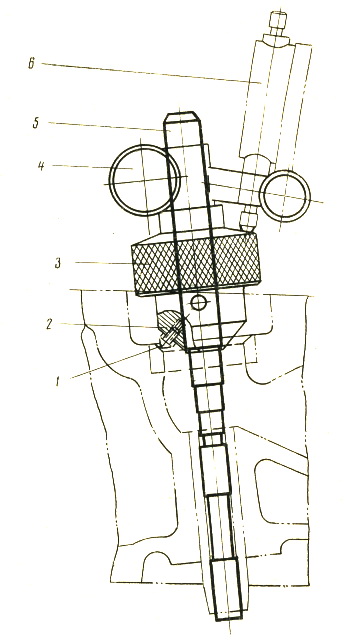
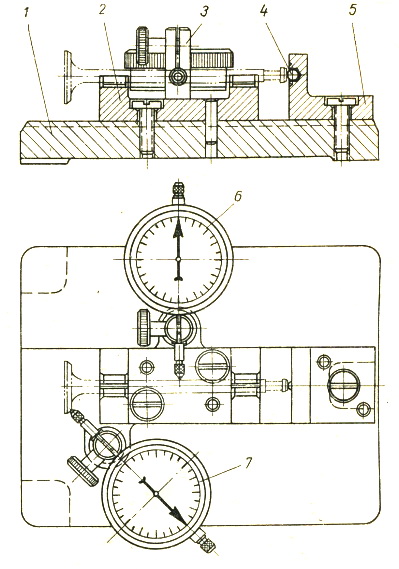
Необходимые специальные приспособления: приспособление для вращения штанги; индикатор со стойкой. Последовательность операций: Проверить, нет...
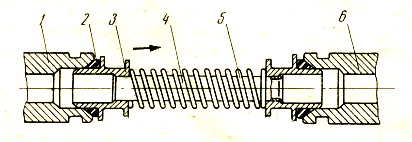
Конструкция маслопровода осей коромысел двигателей показана на рисунке. Втулки 3 входят...
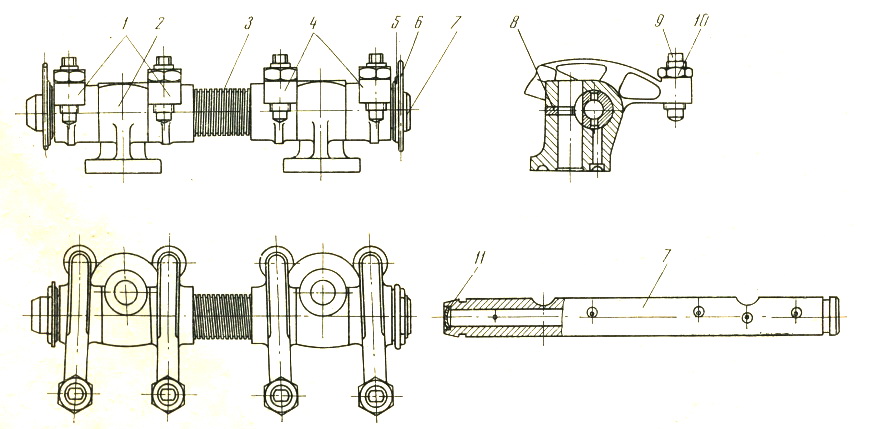
Необходимый специальный инструмент: пассиметр; микрометр. Рис. Передняя ось коромысел клапанов в сборе со...
Снятые с головки цилиндров оси коромысел клапанов в сборе со...
Просачивание в цилиндры масла, скопившегося в верхних тарелках пружин выпускных...
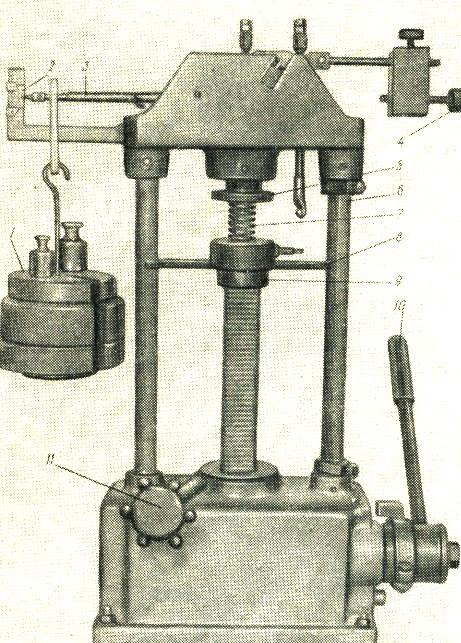
Необходимый специальный инструмент, приспособления и оборудование: штангенциркуль; угольник; мерительная плита; специальные или торговые весы. Каждый...
Необходимый специальный инструмент и приспособления: приспособление для провертывания клапана в...
Необходимый специальный инструмент, приспособления и оборудование: электрическая шлифовальная машина; набор абразивного инструмента...
Необходимый специальный инструмент и приспособления: шлифовальный станок; штангенциркуль; приспособление для проверки концентричности рабочей...

Необходимый специальный инструмент и приспособления: оправка для выпрессовки и запрессовки направляющих...
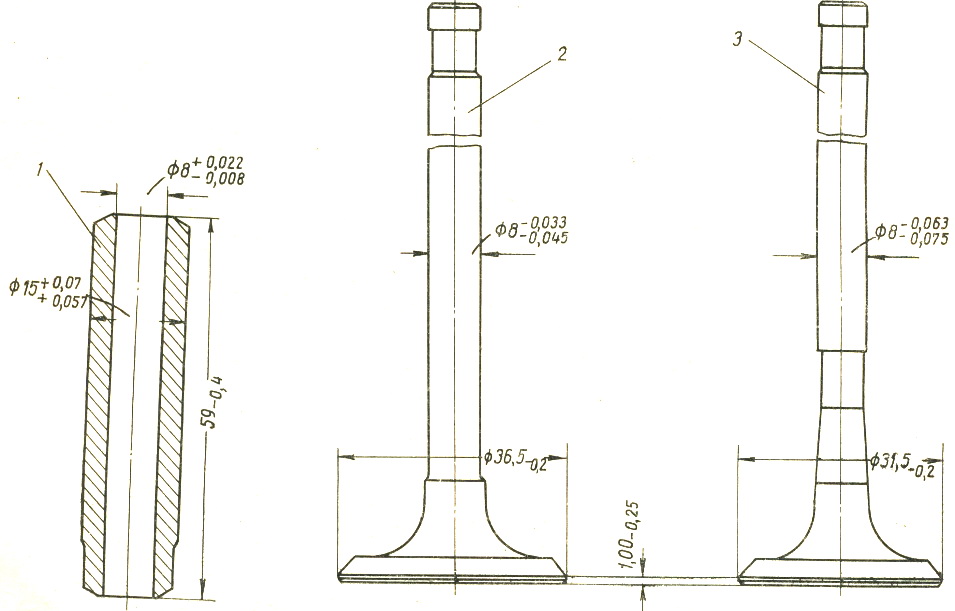
Необходимый специальный инструмент и приспособления: микрометр; пассиметр; индикатор; струбцина. Последовательность операций: Клапаны, вынутые из направляющих втулок...

Необходимый специальный инструмент и приспособления: съемник клапанов Снятие клапанов производят после того,...
Для снятия толкателей клапанов необходимо демонтировать оси коромысел в сборе...

НАЗНАЧЕНИЕ Предназначен для соединения воздушного патрубка между адсорбером и впускным коллектором....