Шлифовка фасок седел клапанов, проверка концентричности фаски седла клапана оси направляющей втулки и ширины фаски
Необходимый специальный инструмент, приспособления и оборудование:
- электрическая шлифовальная машина;
- набор абразивного инструмента с углами конуса 90°, 120° и 60°;
- набор специальных оправок, вставляемых в направляющие втулки клапанов;
- приспособление для алмазной правки абразивного инструмента;
- приспособление для проверки концентричности фаски седла оси клапана.
Седла впускных и выпускных клапанов отличаются высокой твердостью и поэтому обрабатываются только шлифованием при помощи портативной электрической шлифовальной машинки. Подачу абразивного инструмента осуществляют вручную. Шлифование ведут до тех пор, пока абразивный инструмент начнет снимать металл с седла равномерно по всей окружности.
Проверку концентричности шлифованной фаски седла клапана и оси направляющей втулки производят следующим образом. После снятия шлифовальной машинки оставляют в направляющей втулке клапана специальную оправку и надевают на эту оправку контрольное приспособление с индикатором.
Если по каким-либо причинам оправка из втулки была вынута, то необходимо вновь подобрать направляющую оправку из комплекта так, чтобы она плотно входила во втулку клапана (с зазором не более 0,03 мм).
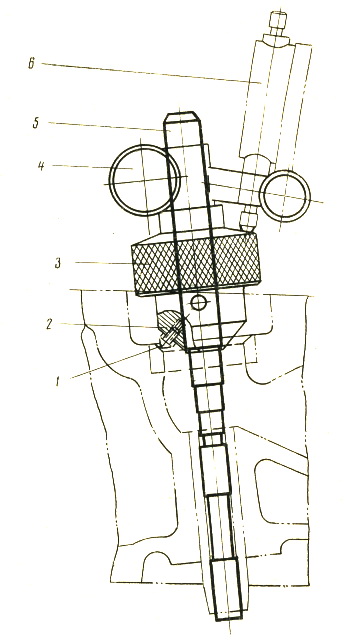
Рис. Приспособление для проверки концентричности фаски седла клапана оси направляющей втулки
Приспособление для проверки концентричности фаски седла клапана состоит из муфты 3, вращающейся относительно оправки 5 (с зазором 0,05 мм), и держателя 4 индикатора 6, плотно закрепленного на оправке. Муфта 3 имеет коническую полированную поверхность, по которой может скользить ножка стержня индикатора, и шариковую головку 1 (запрессованную в сверление 2), предназначенную для создания точечного контакта с фаской седла.
При поворачивании рукой муфты 3 на оправке головка 1 перемещается по фаске рабочей поверхности седла. При наличии эксцентричности фаски головка 1 вызывает осевое перемещение муфты 3, что в свою очередь приводит к соответствующему перемещению измерительного стержня индикатора. Измеренная с помощью приспособления неконцентричность рабочей поверхности седла впускного или выпускного клапана по отношению к оси отверстия направляющей втулки не должна превышать 0,05 мм. При большей неконцентрнчности шлифовку седла следует повторить.
Убедившись в концентричности фаски, необходимо проверять ширину и место расположения на фаске поверхности соприкосновения головки клапана с седлом. Эту проверку делают следующим образом:
- Наносят на седло клапана тонкий слой краски — берлинской лазури.
- Вставляют в направляющую втулку соответствующий клапан. Затем клапан проворачивают, прижимая его к седлу.
Считают, что клапан хорошо сидит в седле, если образовавшийся на головке клапана поясок краски располагается посередине фаски, а ширина пояска находится в пределах 1,4—2,2 мм как для впускного, так и выпускного клапана.
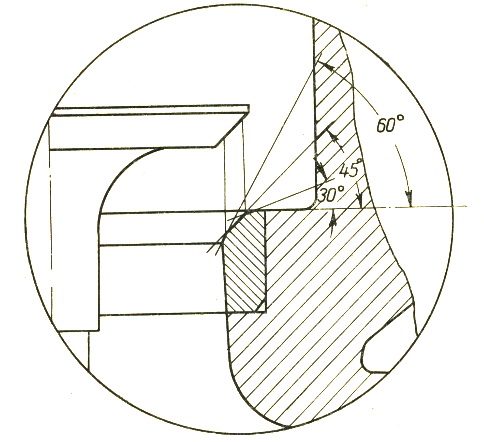
Рис. Углы шлифовки седла клапана
Если указанные требования не удовлетворены, необходимо дополнительно шлифовать седло клапана. При этом абразивный инструмент должен иметь угол 60° в верхней части или 120° в нижней части в зависимости от того, куда требуется сместить рабочую фаску седла клапана.



