Проверка состояния коромысел клапанов и их осей
Необходимый специальный инструмент:
- пассиметр;
- микрометр.
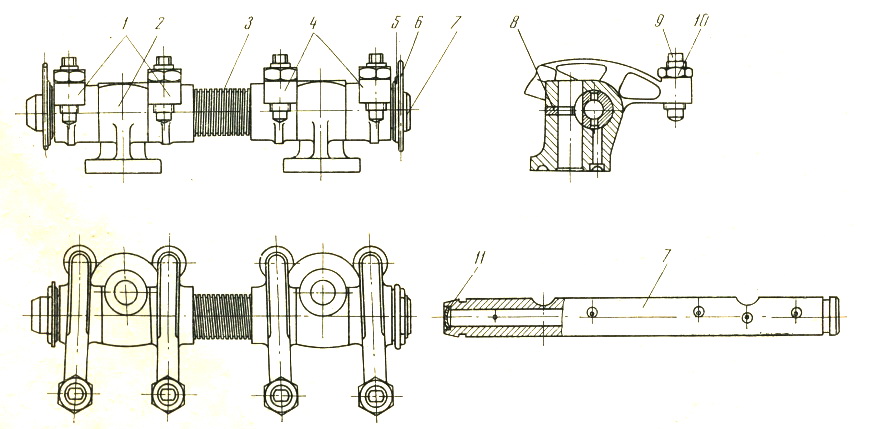
Рис. Передняя ось коромысел клапанов в сборе со стойками
Последовательность операций:
- Тщательно промыть в бензине и протереть чистыми тряпками коромысла клапанов и их оси.
- Измерить диаметры отверстия в коромыслах и осей коромысел на участках качания коромысел. Упомянутые размеры у новых деталей составляют: диаметр отверстия в коромысле — 16,000—16,019 мм, диаметр оси коромысла — 15,960—15,972 мм. В связи с тем, что коромысла клапанов цианированы, а их оси цементированы, износостойкость этой пары деталей весьма высокая. Тем не менее, если овальность отверстия в коромысле или овальность его оси достигнет 0,025 мм, то такую деталь необходимо заменить. Следует иметь в виду, что ремонт коромысел способом запрессовки в расшлифованное отверстие бронзовой втулки невозможен из-за малой толщины стенки детали. Невозможна также и перешлифовка осей коромысел на уменьшенный диаметр из-за наличия цилиндрических участков для отверстий в стойках.
- Проверить прочность посадки заглушек 11 в заточках осей коромысел. При необходимости с помощью оправки ударами молотка поджать заглушку.



