Изготовление композиционных материалов методом пульверизации (напыления)
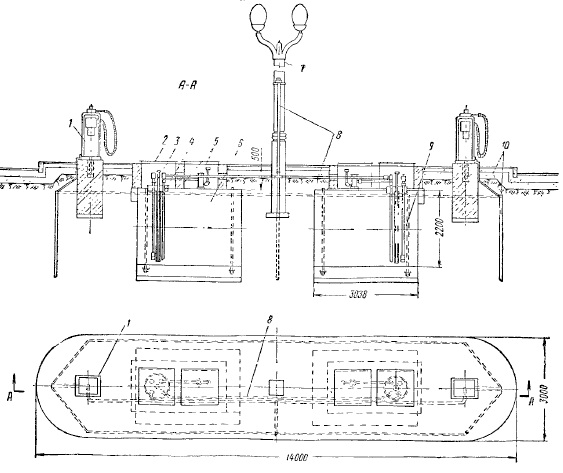
Пульверизация компонентов СП применяется в серийном производстве крупных изделий простой конфигурации на специальной установке. При этом используются преимущественно односторонние формы облегченного типа. Установка позволяет механизировать процесс нанесения на форму армирующего материала в виде рубленого стекловолокна и связующего.
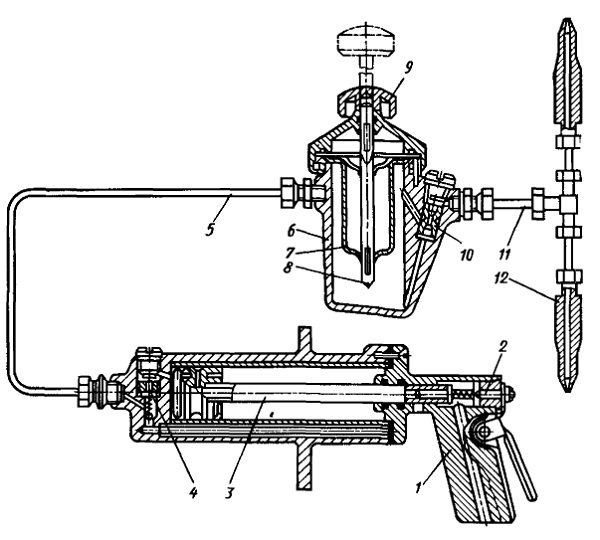
Такая установка спроектирована и изготовлена в МГТУ им. Н.Э. Баумана. Ее режущий барабан снабжен четырьмя легкосъемными ножами, обеспечивающими рубку етекложгута на отрезки длиной 25 мм. Увеличивать длину волокон более 25 мм не имеет смысла, так как это практически не приводит к повышению прочности материала. Испытания установки показали, что с увеличением расстояния между ножами ухудшается распыление стекложгута на волокна (уменьшается прочность материала).
Производительность установки достаточно высокая и составляет 300…350 грамм массы материала в минуту. Однако плотный материал можно получить только при 60.. .70 % связующего в нем, поэтому прочность его невелика. При уменьшении количества связующего СП получается рыхлым даже после тщательной прикатки его ребристым роликом. Вообще прикатка роликом обязательна и чем толще деталь, тем чаще ее надо делать (т. е. исключить ручной труд полностью не удается). Уплотнение материала можно обеспечить вакуумным мешком, мешком под давлением, в автоклаве или с помощью пресса.
Подпрессовка с помощью вакуумного мешка заключается в следующем. После окончания контактного формования или пульверизации компонентов и прикатки материал закрывается мешком из полимерной пленки (или прорезиненной ткани), который по периметру приклеивается к фланцам формы или прижимается струбцинами или специальными пневматическими зажимами. С помощью вакуумного насоса из-под мешка откачивается воздух и под действием атмосферного давления мешок прижимает материал к форме (давление до 0,05 МПа).
Если используется способ мешка под давлением, то форма накрывается колпаком, в который нагнетается воздух (давление до нескольких десятых долей МПа). Однако при этом увеличивается нагрузка на форму, поэтому она должна быть более прочной и жесткой. Если вместо колпака использовать автоклав, то форма будет испытывать равномерное давление со всех сторон, следовательно, требования к ее прочности и жесткости уменьшаются. Уплотнение материала с помощью пресса возможно при использовании прочных и жестких прессформ.
Метод пульверизации отличается большей, чем при контактном формовании, производительностью, возможностью использования наиболее дешевого армирующего материала (жгута) и быстро отверждающегося связующего, так как окончательное смешивание компонентов происходит вне установки на поверхности формы, что может значительно ускорить процесс получения изделия.
Недостатки метода:
- дозирование вручную компонентов (хотя в принципе можно использовать для этой цели компьютер)
- трудности обеспечения равномерной толщины материала в изделиях
- трудности в создании безопасных условий труда