Интернет-магазин Bearingstore: подшипники по доступным ценам
Компания Bearingstore предлагает широкий выбор качественных подшипников и сопутствующей продукции....

Компания Bearingstore предлагает широкий выбор качественных подшипников и сопутствующей продукции....

Упорные подшипники присутствуют во многих механических системах, так как отвечают...

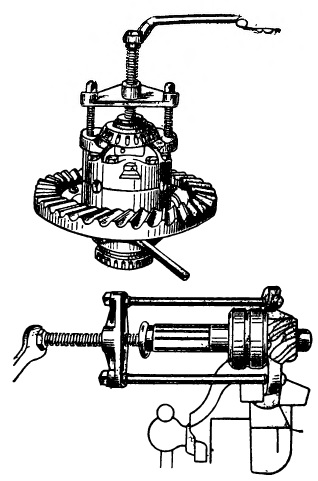
В агрегатах силовой передачи применяют почти исключительно подшипники качения —...
Нижние головки шатунов и коренные подшипники заливают баббитом по телу...

Необходимый специальный инструмент и приспособления: микрометр; пассиметр; динамометрический ключ с головками 15, 17...
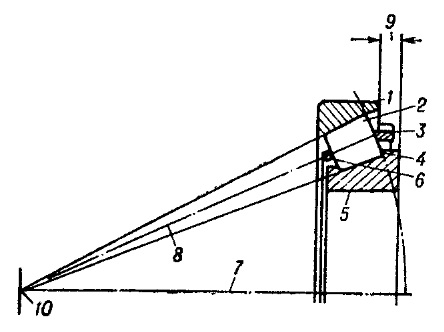
Рис. Детали и геометрическая схема конического роликоподшипника: 1 - наружное...

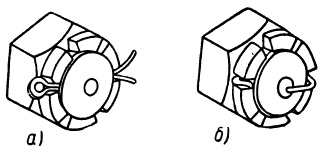
Рис. Типы подшипников: 1 — однорядный радиальный шариковый подшипник; шариковый...