Смена поршней
Для замены изношенных поршней в запасные части поставляются комплекты поршней с подобранными к ним поршневыми пальцами и стопорными кольцами в количестве, требующемся на один двигатель. При этом поршни изготовляются нормального (стандартного) и трех ремонтных размеров. Последние отличаются от поршней нормального размера увеличенным наружным диаметром на 0,5; 1,0; 1,5 мм. Номера этих комплектов следующие: 408-1004014-Р (поршень нормального размера); 408-1004014-Р6 (поршень увеличенного на 0,5 мм диаметра),408-1004014-Р8 (поршень увеличенного на 1,0 мм диаметра)- 408-1004014-Р9 (поршень увеличенного Р на 1,5 мм диаметра).
Таблица. Размеры ремонтных поршней
| Размер поршня | № поршня | Наибольший диаметр юбки D1, мм |
| Нормальный | 408-1004015 | 75,835—75,885 |
| Увеличенный на 0,5 мм | 408-1004015-Р6 | 76,335—76,385 |
| Увеличенный на 1,0 мм | 408-1004015-Р8 | 76,835—76,885 |
| Увеличенный на 1,5 мм | 408-1004015-Р9 | 77,335—77,385 |
Для обеспечения надлежащего зазора между юбкой поршня и зеркалом цилиндра (0,04—0,06 мм для нового и 0,04—0,07 мм для ремонтируемого двигателя) поршни нормального или ремонтных размеров после окончательной обработки сортируются на заводе по диаметру D1 на пять групп, в которых упомянутый диаметр разнится на 0,01 мм.
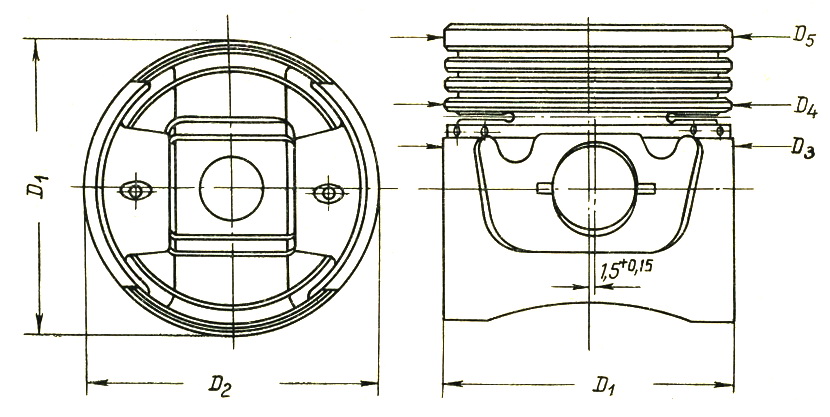
Рис. Размеры поршня, определяющие эллиптичность и конусность его юбки
Маркировка сортировочной группы наносится клеймом на верхнюю поверхность днища поршня.
В отличие от поршня нормального размера поршни ремонтных размеров маркируются не литерой сортировочной группы, а непосредственно указанием диаметра (D1) с округлением до 0,01 мм.
При первой смене поршней в незначительно изношенные цилиндры, не требующие расточки и шлифовки, рекомендуется устанавливать поршни нормального размера соответствующей группы.
Наряду с подбором поршней к цилиндрам но диаметру D1, их подбирают также и по весу. Последнее необходимо для сохранения уравновешенности двигателя. Разница в весе самого тяжелого и самого легкого поршней данного комплекта (на двигатель) не должна превышать 4 г. Поршни нормального размера сортируются на заводе-изготовителе по весу на шесть групп, маркировку которых (1, 2, 3, 4, 5 и 6) наносят на днище поршня краской с помощью резиновой перчатки. В отличие от поршней нормального размера поршни ремонтных размеров не имеют условной маркировки их весовой группы. Вес ремонтного поршня в граммах указывается непосредственно и проставляется специальной краской на днище поршня. При установке в цилиндры двигателя поршней последние должны быть только одной какой-либо весовой группы. Подобранные к цилиндрам по размерам и весу, поршни должны быть отмечены (маркированы) порядковыми номерами цилиндров к которым они подобраны.
После того, как подбор поршней к цилиндрам закончен, подбирают поршневые пальцы к поршням и втулкам верхних головок шатунов.
В бобышки поршня поршневой палец устанавливается с натягом или зазором в пределах 0,0025 мм. Зазор между поршневым пальцем и отверстием втулки головки шатуна должен быть в пределах 0,0045—0,0095 мм. Для облегчения подбора поршневые пальцы, поршни и втулки верхних головок шатунов (после их окончательной механической обработки) сортируются на четыре размерных группы, в которых диаметры разнятся на 0,0025 мм.
При изготовлении деталей маркировочную краску наносят: у поршней — на нижнюю поверхность одной из бобышек, у поршневых пальцев — на внутреннюю поверхность с одного конца, на шатуне — у верхней головки. Поршневой палец, принадлежащий к определенной размерной группе, подбирают при сборке к поршню и втулке шатуна, принадлежащим к этой же размерной группе.
При нормальном зазоре между пальцем и втулкой шатуна палец, смазанный маслом для двигателя, должен плавно входить во втулку под усилием большого пальца правой руки. Поскольку указанное требование к сборке пальца с шатуном обязательно, допускается при подборе новых пальцев и шатунов — комплектовать их из двух смежных размерных групп.
Во всех случаях подбирать поршневые пальцы к шатунам нужно при температуре воздуха в помещении 20±3°С.
Подобранный к поршню и шатуну поршневой палец смазывают маслом для двигателя и вставляют в бобышки поршня и в верхнюю головку шатуна с помощью оправки и молотка. Предварительно поршень нагревают в ванне с водой до температуры 45—75° С. Недопустимо собирать поршень с поршневым пальцем, если в их соединении получается увеличенный против нормального натяг. Это в ряде случаев приводит к появлению стука поршня о стенки цилиндра при работе двигателя, пока он не получит нормального прогрева.
При сборке поршня с шатуном следует иметь в виду, что ось поршневого пальца смещена относительно оси поршня на 1,5—1,65 мм.
При сборке поршней, имеющих смещение оси поршневого пальца, с шатунами необходимо следить за тем, чтобы выбитая на днище поршня стрелка была обращена в сторону первого цилиндра (считая от радиатора) или в сторону расположения установочного выступа, предусмотренного на теле шатуна.
Сборочные операции, следующие после соединения поршня с шатуном, были рассмотрены ранее.
После сборки двигателя, в цилиндры которого были установлены новые поршни, и монтажа двигателя на автомобиль нужно соблюдать правила обкатки.



