Сборка и обкатка двигателя
Сборка двигателя
Двигатель собирают из предварительно подобранных узлов, соблюдая следующие правила:
- При установке коленчатого вала в блок его шейки тщательно протирают, а маслопроводные каналы продувают сжатым воздухом.
- Поршни в сборе с шатунами устанавливают в соответствующие цилиндры, к которым они подбирались при комплектовке.
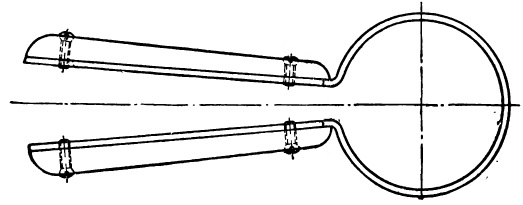
Рис. Приспособление для сжатия поршневых колец.
Перед установкой цилиндры, поршни и шатунные шейки, смазывают маслом. Если устанавливается четыре поршневых кольца то их следует располагать своими замками под углом 90°, а если три кольца, — под углом 120°. Разрезом юбки поршни устанавливают в левую сторону по ходу автомобиля; при этом отверстие в нижней головке шатуна, предназначенное для разбрызгивания масла, и стяжной болт верхней головки (автомобиль ЗИС-5) должны быть расположены с правой стороны. При установке поршня в цилиндр кольца сжимают специальным приспособлением.
- Момент затяжки коренных и шатунных подшипников должен соответствовать указанному производителем.
- При напрессовке распределительных шестерен на коленчатый и распределительный валы необходимо шестерни устанавливать так, чтобы имеющиеся на них метки были обращены к радиатору.
- При установке распределительного вала его опорные шейки и втулки в блоке смазывают маслом. Распределительную шестерню сцепляют с шестерней коленчатого вала по меткам.
- Металло-асбестовую прокладку головки блока ставят в чистом и сухом состоянии. Смазка поверхности прокладки или блока маслом не допускается. Гайки и болты головки блока следует затягивать в определенной последовательности с усилием рекомендованным производителем.

Рис. Последовательность затяжки гаек и болтов, головки блока цилиндров автомобилей:
а — ГАЗ-51; б — ЗИС-5; в — Москвич.Если головка чугунная, то гайки и болты окончательно подтягивают при прогретом двигателе. Если головка алюминиевая, для увеличения опорной поверхности под гайки устанавливают шайбы; окончательную затяжку гаек алюминиевых головок производят только при холодном двигателе.
- После прикрепления маховика к фланцу коленчатого вала гайки шплинтуют, а болты закрепляют вязальной проволокой.
- Поддон с пробковой прокладкой привертывают к верхнему картеру блока. Болты затягивают в два приема, соблюдая определенную последовательность.
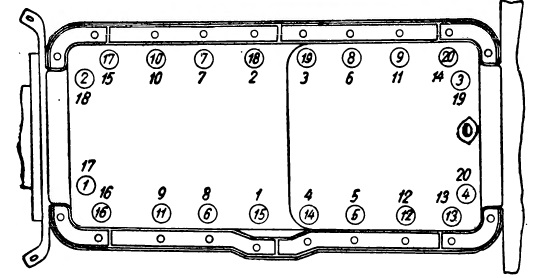
Рис. Последовательность затяжки болтов поддона картера двигателя автомобиля ГАЗ-51.
Обкатка двигателя
Отремонтированный двигатель в сборе со сцеплением и коробкой передач подвергают вначале холодной, а затем горячей обкатке на холостом ходу и с нагрузкой. Обкатку делают с целью приработки поверхностей сопряженных деталей, выявления дефектов сборки (подтекание, нагрев, стуки) и их устранения.
Холодную обкатку производят на стенде от электродвигателя или на «парном» стенде двигателем, проходящим горячую обкатку. Продолжительность холодной обкатки — от 30 до 60 млн. при переменных оборотах коленчатого вала в пределах 250—700 в минуту. Число оборотов изменяют при помощи коробки передач.
Горячую обкатку на холостом ходу производят в течение 20—30 мин. с числом оборотов в минуту от 500 до 1200.
При горячей обнатке проверяют легкость пуска двигателя, работу клапанного механизма, масляного и водяного насосов, плотность всех соединений, температуру воды и масла, проверяют, нет ли стуков, нагрева и подтеканий.
Горячая обкатка с нагрузкой длится 30—60 мин. при числе оборотов 1200—1500 в минуту. Нагрузку создают специальной тормозной установкой или на «парном» стенде двигателем.
В процессе и по окончании обкатки устраняют все обнаруженные дефекты и двигатель сдают ОТК.






Добавить комментарий