Проверка состояния и замена распределительных шестерен
Необходимый специальный инструмент и приспособления:
- съемник для снятия и приспособление для напрессовки шестерен распределительного вала;
- съемник для снятия шестерен коленчатого вала
Шумная работа распределительных шестерен может быть вызвана повышенным зазором в зацеплении вследствие износа зубьев шестерен.
Проверять боковой зазор в зацеплении распределительных шестерен нужно как при разборке двигателя при его поступлении в ремонт, так и при замене шестерен. Проверяют зазор плоским щупом, вводимым между двумя зацепляющимися зубьями. Величина зазора должна быть в пределах 0,05—0,12 мм. Если зазор превышает 0,12 мм, шестерни необходимо заменить.
Допускается замена одной какой-либо шестерни с последующей проверкой бокового зазора в зацеплении. Однако, предпочтение следует отдавать одновременной замене обеих шестерен. В этом случае рекомендуется применять комплект шестерен, спаренных и проверенных на интенсивность шума на заводе-изготовителе.
При осмотре шестерен, как бывших в работе, так и новых, следует обращать особое внимание на состояние поверхности зубьев.
Даже незначительные заусенцы и забоины на зубе вызывают шумную работу шестерен. Обнаруженные забоины и заусенцы необходимо тщательно зачистить надфилем.
При необходимости замены распределительной шестерни, поврежденного или изношенного упорного фланца или распределительного вала, имеющего изношенные кулачки (шейки), шестерню нужно снять с вала.
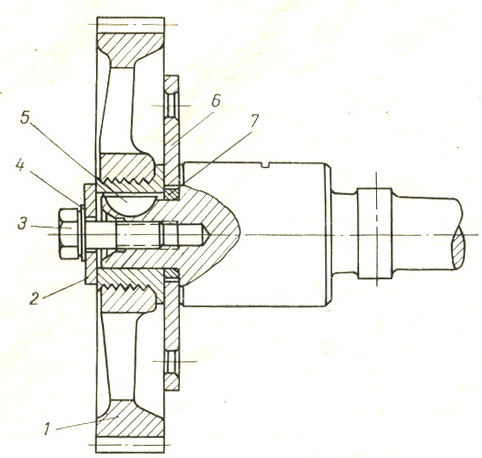
Рис. Крепление шестерни на носке распределительного вала
Последовательность операций по снятию шестерни распределительного вала:
- Вывернуть болт 3 и снять шайбы 4 и 2, закрепляющие шестерню 1 в осевом направлении на носке распределительного вала.
- Спрессовать шестерню с носка распределительного вала, пользуясь специальным съемником (рис. а и в).

Рис. Выпрессовка шестерни распределительного вала с помощью съемника:
а — операция выпрессовки; в — съемникОпорный фланец 5 приспособления надевают на распределительный вал до упора в шестерню. Шпильки 3, укрепленные во фланце, продевают через отверстия в диске шестерни. На свободных концах шпилек укреплена поперечина 2, в резьбовое отверстие которой ввинчен упорный винт 1. Свободный от резьбы конец этого винта входит в углубление упорной втулки 4. Для уменьшения трения между торцами упорного винта и втулки установлен стальной каленый шарик. Втулка удерживается на винте при помощи штифта, входящего в кольцевой паз на конце винта. Вращая винт упирают втулку 4 в центр торца распределительного вала и спрессовывают шестерню с вала.
- Снять упорный фланец 6, вынуть шпонку 5 и упорное кольцо 7.
Установить шестерню на распределительный вал следует в обратной последовательности. При этом необходимо дополнительно учесть следующее:
- Тщательно осмотреть упорный фланец 6. При обнаружении трещин или значительного износа (что может быть случайным, так как фланец сульфинизируется) заменить фланец новым.
- Для напрессовки распределительной шестерни на носок распределительного вала пользоваться приспособлением, показанным на рисунке.
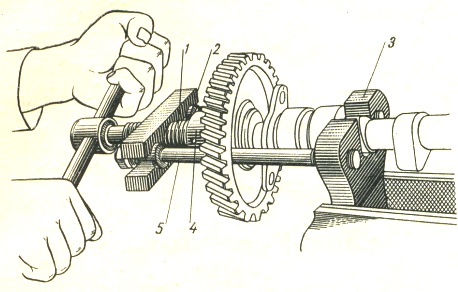
Рис. Напрессовка шестерни распределительного вала с помощью съемника
Опорный фланец 3, имеющий прямоугольный вырез, надевают на первый кулачок распределительного вала и упирают в опорную шейку распределительного вала. Шпильки 5, ввернутые во фланец, продевают в отверстия диска распределительной шестерни. Шестерня должна быть обращена к блоку стороной, имеющей более глубокую выемку. На шпильки 5 надевают поперечину 2, в резьбовое отверстие которой ввинчивают винт 1 При вращении этого винта нажимная втулка 4 подает шестерню на носок распределительного вала и при дальнейшем нажатии напрессовывает ее на вал. При напрессовке шестерни необходимо одновременно центрировать упорный фланец 6 на упорном кольце 7 для предупреждения повреждения кромки отверстия фланца выступающей частью шпонки. Перед напрессовкой шестерни носок распределительного вала необходимо смазать маслом для двигателя.
- Болт 3 затянуть динамометрическим ключом с моментом 5—6 кгм.
- Проверить торцевое биение шестерни по отношению к поверхности шеек распределительного вала. Оно допускается не более 0,06 мм на радиусе 62 мм. Такая величина биения обеспечивает бесшумную работу распределительных шестерен.



