Антикоррозионная защита кузова, окраска
Антикоррозионная защита кузова имеет большое значение, так как сpeди всех узлов автомобиля кузов подвержен ей в наибольшей степени. Для многих заводов — изготовителей автомобилей это послужило поводом для введения специальных программ по борьбе с коррозией кузова (дополнительно к защитному покрытию кузова эмалью). Конечно, эти мероприятия у разных заводов-изготовителей различаются между собой, однако в основном они содержат приведенные ниже методы борьбы с коррозией, которые должен учитывать конструктор. Ниже они приведены в обобщенном виде на основании публикаций фирм и накопленного опыта:

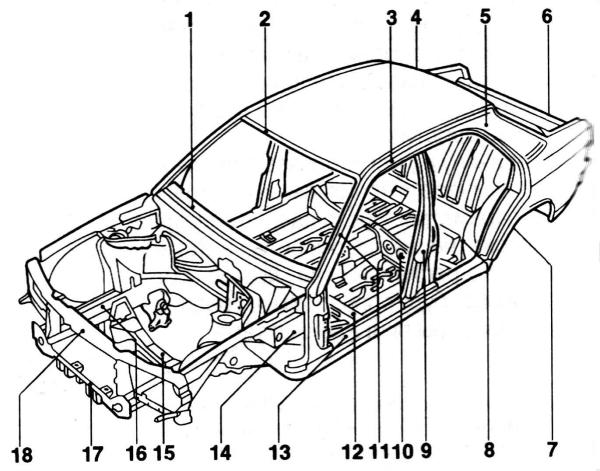
- В используемых в настоящее время легких конструкциях имеется большое количество полых профилей, внутренние поверхности которых очень трудно защитить от коррозии. Поэтому в тех местах, где позволяет прочность, выполняют отверстия, прорези, окошки, чтобы нанести антикоррозионные средства, а также провести повторную обработку ими в процессе эксплуатации автомобиля.
- Детали, которые (как показывает накопленный опыт) особенно предрасположены к коррозии, следует уже перед сборкой покрывать защитным антикоррозионным грунтом (содержащим аромат цинка) или применять для их изготовления оцинкованную сталь и др. Это относится, прежде всего, к аркам колес, крыльям с фланцами, внутренним деталям кузова и т. д. Специальная обработка требуется для нижней части кузова и внутренних сторон лонжеронов. Применение коррозионностойкой стали не рекомендуется прежде всего из-за ее высокой стоимости.
- После окончания сборки очищенный кузов (включая двери, капот и крышку багажника) подвергают полной антикоррозионной обработке (цинкофосфатирование) метод погружения (или распыления), которая усиливает сцепление наносимых позднее слоев лака, поскольку поверхность металла приобретает шероховатость от мелкокристаллического слоя фосфата железа и окиси железа. Толщина слоя зависит от времени обработки, в общем случае она составляет 10—20 мкм. Отверстия, необходимые для циркуляции фосфатирующей жидкости, позднее закрывают, чтобы исключить проникновение воды; проникновение воздуха через детали (двери) также нежелательно.
- После такой предварительной обработки наносится грунт методом разбрызгивания или погружения (толщина слоя примерно 30—40 мкм), причем метод электрофореза, при котором кузов и ванна с грунтом имеют противоположные электрические заряды, наиболее удачен, поскольку в этом случае грунт проникает в самые тончайшие щели и ниши. Путем размещения отдельных электродов в полостях можно обеспечить удовлетворительное покрытие внутренних поверхностей. Грунт высыхает при температуре примерно 190°С.
- Затем в необходимых точках уплотняют негерметичные сварные швы, закрывают пластмассовыми заглушками или мастикой отверстия, если это не сделано при сварке; выполнение этих работ можно облегчить посредством рационального оформления стыков.
- Днище кузова, лонжероны, а также поверхности полостей, находящиеся в щррозионно-агрессивных условиях, покрывают защитным слоем специальной износо- и ударостойкой мастики, которую часто наносят вручную, так как метод погружения в данном случае неприемлем. В арках колес слой мастики может быть дополнительно усилен путем нанесения битумно-резинового слоя. Иногда устанавливают щитки из износо- и ударостойкого материала.
- Затем на наружную поверхность кузова для сглаживания мельчайших неровностей и получения гладкой поверхности перед нанесением эмали можно нанести второй слой грунта. Это осуществляется либо в автоматических распылительных камерах, либо вручную. После сушки и шлифовки наносится последний верхний слой эмали.
- Толщина слоя эмали, определяющей цвет автомобиля, равна примерно 20—40 мкм. Кузова различных цветов могут быть получены только в результате смены цвета эмали в окрасочных камерах через определенные промежутки времени (несколько дней или недель), зависящие от объема заказа, причем окраска нормальными и металлизированными эмалями должна осуществляться раздельно. Это требует наличия накопителя окрашенных кузовов, который необходим также и для выполнения монтажа внутреннего оборудования по желанию покупателя. Отсюда видно, что большая гамма цветов, исполнений, а также двигателей, коробок передач и большое разнообразие запросов покупателей существенно усложняют технологию c6qpKH, которую можно обеспечить только при четкой организации процесса производства и управления. После сушки эмали (примерно при 140—160°С) кузов подготовлен для монтажа внутреннего оборудования, сидений, агрегатов шасси на сборочном конвейере.
На некоторых фирмах в дополнение к описанным процессам начинают обрабатывать вручную корродирующие полости специальным воском. Готовый автомобиль консервируют с помощью специального воска от влияния атмосферных воздействий. О том, что слой воска должен легко удаляться, было замечено выше.