Пневмо домкрат: удобное решение для автосервиса, СТО и гаража
В работе с автомобилем важно не только качество инструмента, но...

В работе с автомобилем важно не только качество инструмента, но...
Для выполнения крепежных, регулировочных и сборочно-разборочных работ при техническом обслуживании...
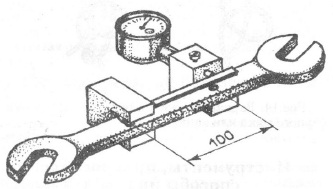
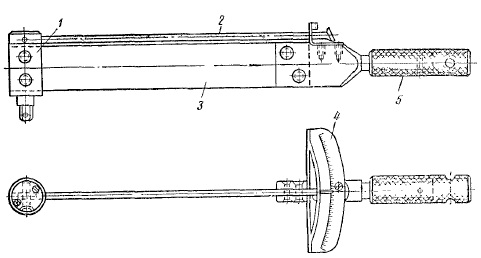
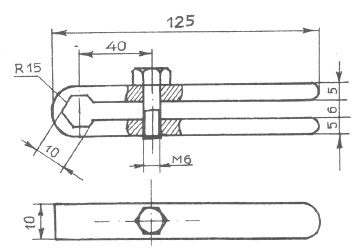
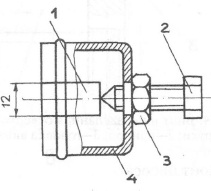
Поступающий в продажу динамометрический ключ ДК-25 и многочисленные самодельные конструкции...
Бывает, что гайки на трубопроводах тормозной системы автомобиля не удается...
Владельцы автомобиля "Жигули", самостоятельно обслуживающие свои машины, испытывают трудности, когда...
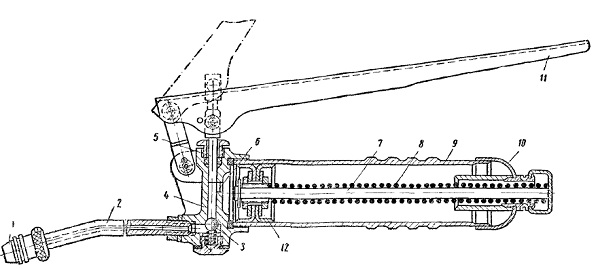
Ручные солидолонагнетатели, как малопроизводительные, в основном предназначаются для индивидуального использования...


Деление инструмента проходит по признаку его универсальности. Ключ, например, для...

Резка металла — главная забота мастера, который занимается ремонтом автомобильных...

Начнем с отрезных кругов. Диски диаметром 125 мм выпускают толщиной...

В мастерских и производственных помещениях важно обеспечить хранение оснастки, приспособлений,...

Светодиодный стробоскоп для установки зажигания позволяет быстро и с высокой...
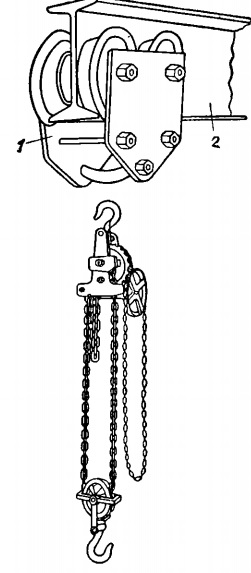
Автомобильная лебедка предназначается для самовытаскивания автомобиля при застревании, для подтягивания...
Как пользоваться динамометрическим ключом? - 1:30
Что можно сказать про инструмент, произведённый под брендом Bosch professional? Во-первых,...
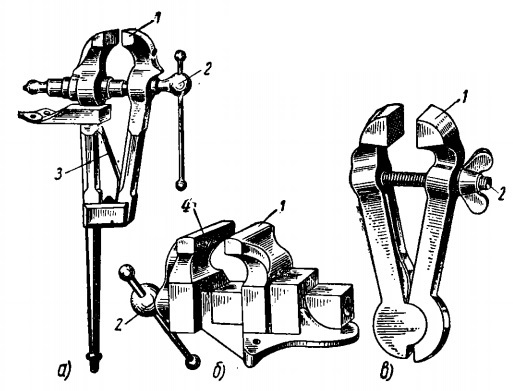
Для разборки автомобиля на агрегаты и агрегатов на узлы и...
Разметка Для изготовления изделия необходимо сначала разметить его границы на поверхности...
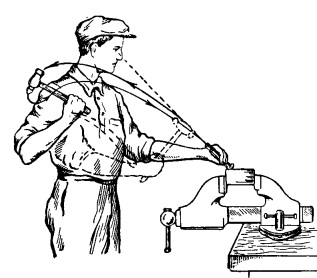
Независимо от квалификации и профиля слесаря ему приходится пользоваться различными...
Масштабная линейка Масштабной линейкой измеряют длину или ширину на плоскостях, определяют...

При работе с ручным инструментом строго соблюдайте следующие правила техники...

Техники для обозначения того или иного инструмента часто пользуются не...
Для закручивания крепежных деталей (болтов, гаек и винтов) используется ручной...


Мультиметр, тестер, авометр (от ампервольтомметр) — комбинированный электроизмерительный прибор, объединяющий...