Ремонт блока и гильз цилиндров двигателя
Дефекты блоков цилиндров и их устранение Блок цилиндров является базовой деталью,...
Дефекты блоков цилиндров и их устранение Блок цилиндров является базовой деталью,...

В процессе работы в блоке цилиндров появляются следующие дефекты: износ,...
Технологические процессы ремонта цилиндров двигателя автомобиля «Москвич» практически не отличаются...

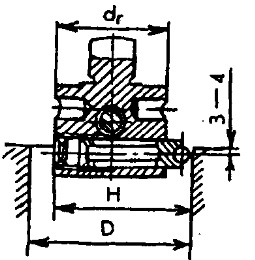
При разборке двигателя для ремонта необходимо перед извлечением из цилиндров...
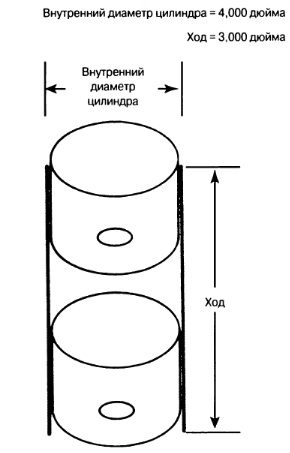
Чем больше внутренний диаметр цилиндра, тем больше площадь поверхности, на...
Блок цилиндров изготавливается с помощью литья с последующей механической обработкой. Нижняя часть...