Ремонт кривошипно-шатунного механизма
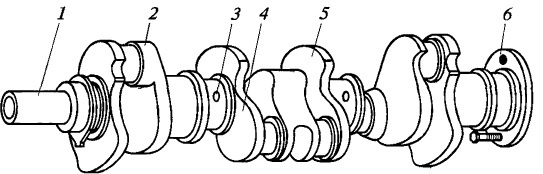
Восстановление коленчатого вала Коленчатые валы большинства двигателей изготовлены штамповкой из стали...

Восстановление коленчатого вала Коленчатые валы большинства двигателей изготовлены штамповкой из стали...
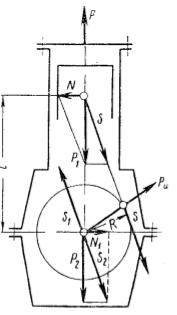
При такте «сгорание—расширение» сила Р1, приложенная к поршневому пальцу, слагается...

Кривошипно-шатунный механизм состоит из неподвижных деталей цилиндров 13 или блока...

Кривошипно-шатунный механизм (далее сокращенно – КШМ) – механизм двигателя, основным назначением которого...
Уход за кривошипно-шатунным механизмом (КШМ) заключается в своевременной подтяжке деталей...
Назначение, устройство и принцип действия КШМ Как ухаживать за КШМ? Ремонт КШМ Силы...

Кривошипно-шатунный механизм двигателей автомобилей ГАЗ-69, ГАЗ-63 и ГАЗ-51 А в...

Кривошипно-шатунный механизм состоит из: блока цилиндров; головки блока цилиндров; поршней...

Рис. Шатунно-поршневая группа кривошипно-шатунного механизма ЯАЗ-204: 1 — поршень; 2, 9...
Механизмы, скрытые под капотом автомобиля, могут показаться непостижимыми, но именно...
Предварительная оценка состояния сопряжения КШМ по давлению масла и стукам Предварительную...
Блок цилиндров изготавливается с помощью литья с последующей механической обработкой. Нижняя часть...