Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами На днище поршня нанесено обозначение группы поршня по...
Поршни с шатунами На днище поршня нанесено обозначение группы поршня по...

Восстановление коленчатого вала Коленчатые валы большинства двигателей изготовлены штамповкой из стали...

Основными дефектами шатуна являются; износ втулок верхней головки; изгиб и скручивание стержня; износ...
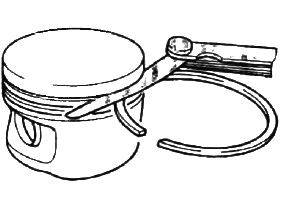
Необходимый специальный инструмент и приспособления: тонкий бородок сосуд с горячей...
Необходимый специальный инструмент и приспособления: динамометрический ключ с головкой 15 мм обжимное...

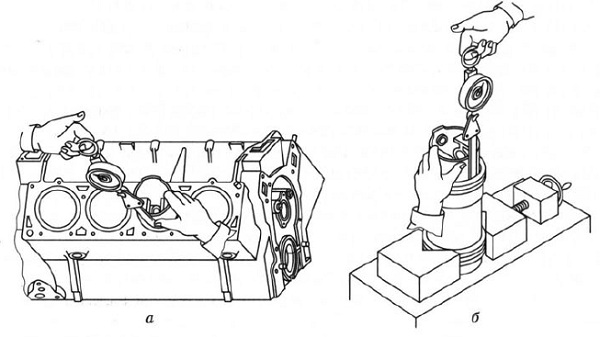
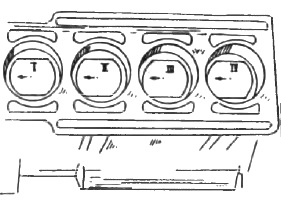
Покройте моторным маслом поверхности отверстий цилиндров. Все шатуны в сборе разложите...
Нагрейте поршни до 60 градусов (погрузив их в горячую воду). Приготовьте...
Необходимо выполнить следующие измерения поршней: Проверьте осевой зазор поршневых колец в...

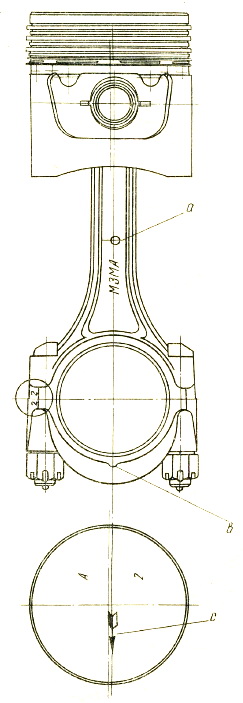
Рис. Шатунно-поршневая группа кривошипно-шатунного механизма ЯАЗ-204: 1 — поршень; 2, 9...

Наиболее распространенными в двигателях являются стальные шатуны. Они или штампуются (для...