Сборка и установка шатунно-поршневой группы на двигатель
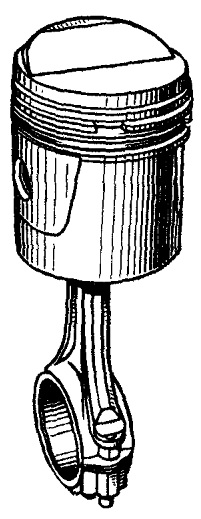
Поршни с шатунами На днище поршня нанесено обозначение группы поршня по...
Поршни с шатунами На днище поршня нанесено обозначение группы поршня по...

Восстановление коленчатого вала Коленчатые валы большинства двигателей изготовлены штамповкой из стали...

Работа двигателя на бензине, дизеле, газе происходит благодаря сжиганию топливно-воздушной...

Во время работы двигателя поршни в его цилиндрах перемещаются вверх...
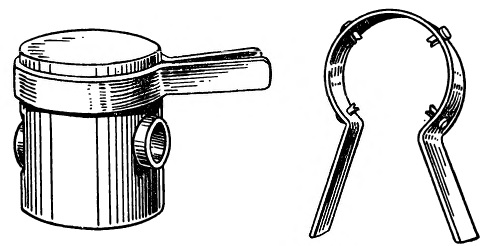
Необходимый специальный инструмент и приспособления: тонкий бородок сосуд с горячей...
Необходимый специальный инструмент и приспособления: динамометрический ключ с головкой 15 мм обжимное...

Двигатель, у которого ход поршня меньше внутреннего диаметра цилиндра, называется...

Расстояние, которое поршень проходит в цилиндре двигателя, называется ходом поршня....
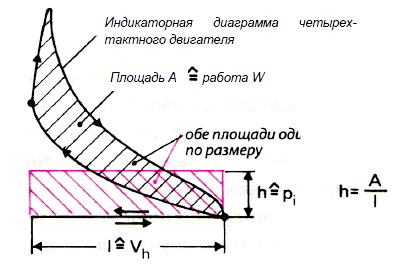
Площадь А замкнутого участка индикаторной диаграммы соответствует работе, выполняемой в...
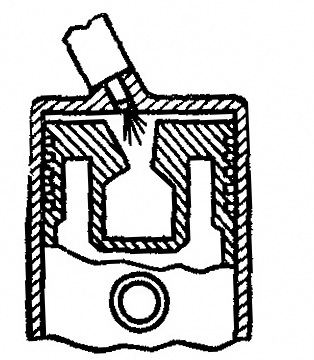




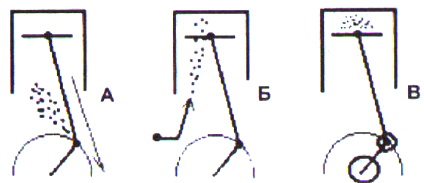
Камера сгорания должна: создать необходимую степень сжатия; обеспечить необходимую турбулентность; ...
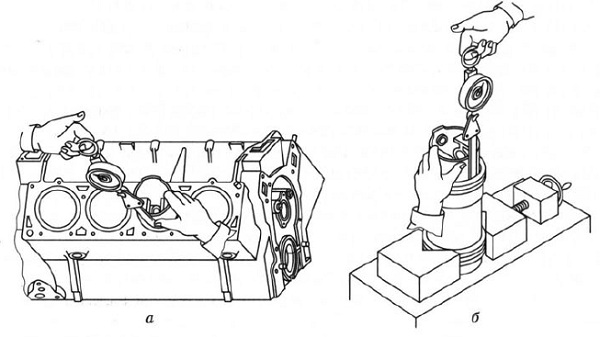
Покройте моторным маслом поверхности отверстий цилиндров. Все шатуны в сборе разложите...
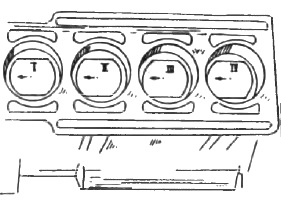
Нагрейте поршни до 60 градусов (погрузив их в горячую воду). Приготовьте...
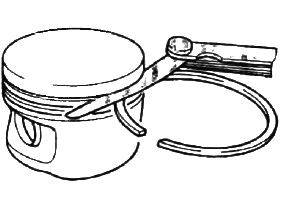
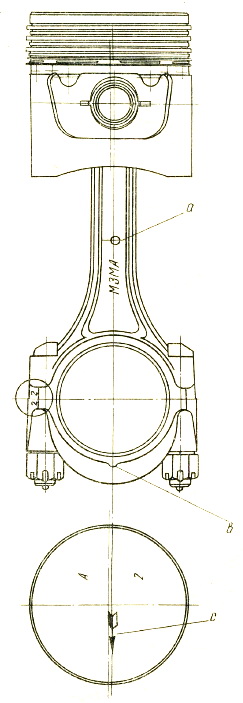
Необходимо выполнить следующие измерения поршней: Проверьте осевой зазор поршневых колец в...
Форсирование двигателя наддувом сопровождается ростом температуры днища поршня, его термонапряжённости....

Необходимость модификации поршней при модернизации двигателя наддувом связана прежде всего...

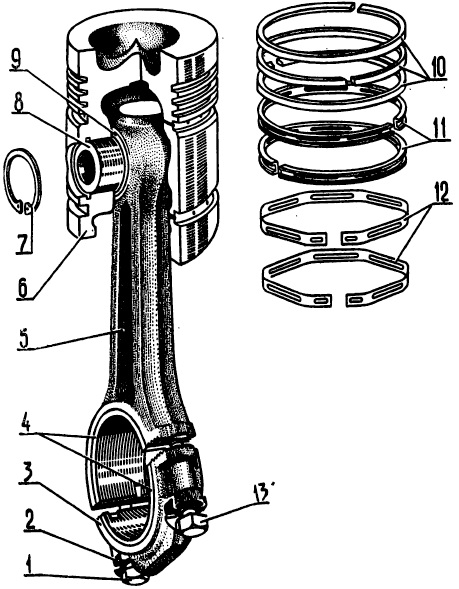
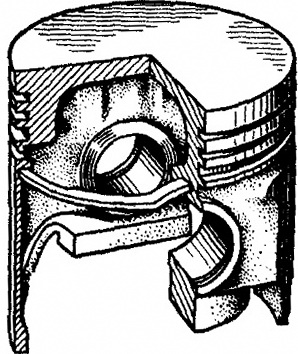
Рис. Шатунно-поршневая группа кривошипно-шатунного механизма ЯАЗ-204: 1 — поршень; 2, 9...
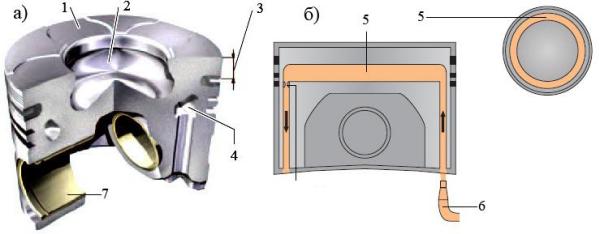
В настоящее время поршни бензиновых и дизельных автомобильных двигателей изготавливают...