Стук спереди, который нельзя игнорировать: как отличить неисправную рулевую рейку от проблем с подвеской
Любой посторонний стук спереди говорит об износе деталей ходовой или...

Любой посторонний стук спереди говорит об износе деталей ходовой или...

Российский рынок автомобильного ремонта продолжает адаптироваться к новым экономическим условиям....

Основная неисправность в работе сцепления — нарушение надежной передачи крутящего...

Отрасли машиностроения, как правило, не ремонтируют свои выпущенные изделия. Сложившаяся...
Текущий ремонт автомобилей выполняется средствами автохозяйства, а капитальный ремонт, как...
Ремонтные работы подразделяются на разборочно-сборочные, выполняемые в основном на постах...
Разметка Технология удаления не подлежащих ремонту панелей кузова зависит от способа...
Сборку автомобиля и его составных частей производят в строгом соответствии...
Неисправность Причина неисправности Способ устранения неисправности Нет давления в системе смазки Недостаточное количечество масла...
Согласно применяемой в автохозяйствах планово-предупредительной системе, автомобиль, поступающий в ремонт,...
Ремонт автомобилей при планово-предупредительной системе можно производить двумя методами: индивидуальным агрегатным Индивидуальный метод...
Первый период внедрения планово-предупредительной системы ремонтов характеризовался обязательным проведением не...

Аргоно-дуговая сварка по сравнению с другими видами сварки обладает рядом...
Перекосы и прогибы возникают в результате аварийных повреждений кабины и...
В процессе эксплуатации автомобиля на стеклах ветрового окна кабины автомобиля...
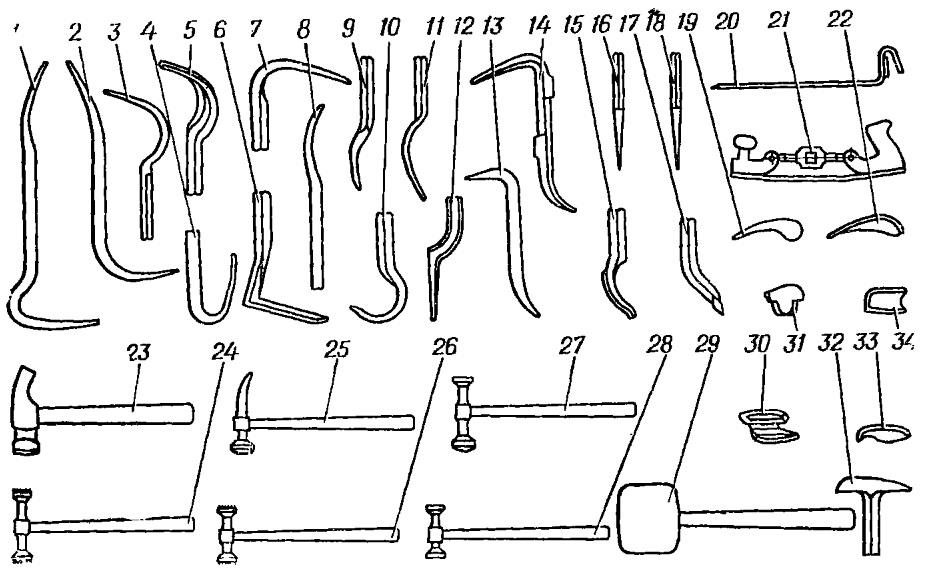
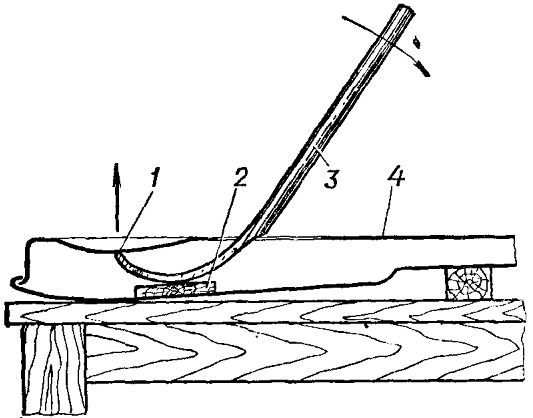
Для правки кабин и оперения автомобилей при капитальном ремонте целесообразно...
Глубокие вмятины, образовавшиеся в результате значительных местных деформаций, имеют растянутую...
Вмятины на панелях кабины и оперении различаются: по величине (обширные...

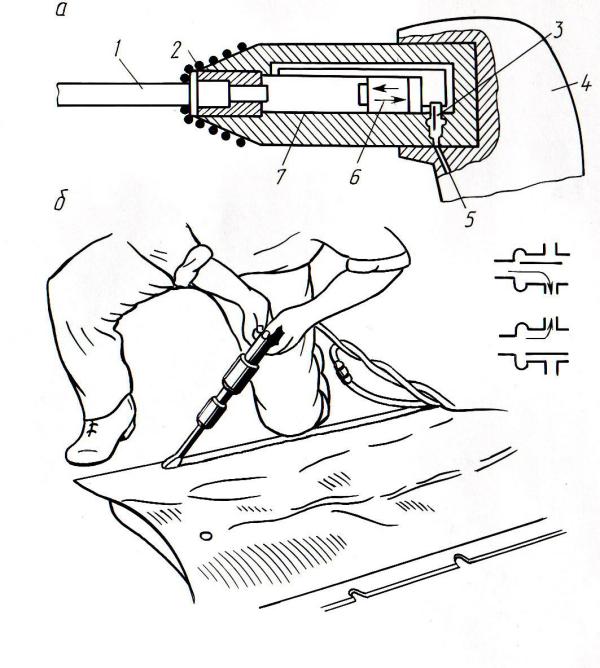
На бескамерной шине, имеющей прокол, можно некоторое время продолжать движение,...