Маршрутная технология восстановления деталей
Использование при капитальном ремонте автомобилей и агрегатов значительного количества восстановленных...

Использование при капитальном ремонте автомобилей и агрегатов значительного количества восстановленных...
Авторемонтный завод черпает, сведения о качестве ремонта своей продукции из...
Разнообразные по функциям и исполнению автомобильные агрегаты становятся однородными на...
Основные дефекты бензонасосов: износ отверстий под ось рычага срыв резьбы...
Основные дефекты карбюраторов: износ запорного игольчатого клапана потеря герметичности поплавка ...
Основные дефекты масляных фильтров: нарушение пропускной способности и ухудшение очистки масла...
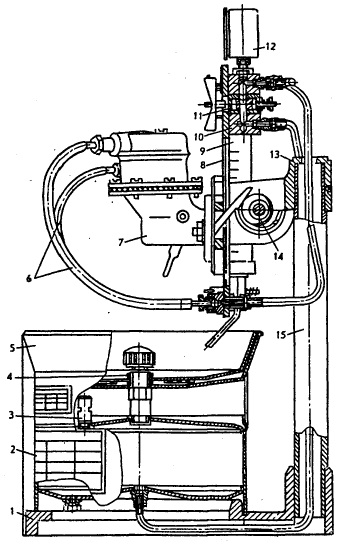
Насос, снятый с ремонтируемого двигателя, после очистки подвергают безразборному диагностированию....
Машины и их составные части, предъявляемые к выдаче из капитального...
В процессе эксплуатации автомобилей происходит изнашивание сопрягаемых деталей, вследствие чего...
Одним из наиболее эффективных путей повышения послеремонтного ресурса машин и...
От приспособленности к техническому обслуживанию и ремонту автомобилей и тракторов...
Основными дефектами ступицы и колеса являются: износ гнезд под кольца подшипников разработка...

Наиболее часто встречающимися дефектами рамы являются: погнутость балок погнутость передних...
У рессоры могут быть следующие дефекты: изменение стрелы прогиба (осадка) ...
При работе внутренняя поверхность тормозного барабана изнашивается и на ней...
Правильно оборудованное помещение для технического обслуживания и ремонта автомобилей должно...

Рекомендуется двигатель и коробку передач снимать вместе как единый силовой...
Установка двигателя производиться в обратной последовательности с соблюдением следующих пунктов: Не...
Перед началом работ тщательно очистить все наружные поверхности двигателя. Все...
Перед снятием головки цилиндров обратить внимание на следующее: Головку цилиндров снимать...

В нижеприведенном описании предполагается замена головки цилиндров. Если предполагается только...
Поврежденный насос следует заменить, т.к. производитель автомобиля не предусматривает его...
Принятая на автомобильном транспорте организация технического обслуживания и ремонта автомобилей...
Как продлить жизнь автомобилю, снизить затраты на ремонт и не...
Осуществление системы планово-предупредительного технического обслуживания и ремонта должно обеспечивать высокую...